|
Product Details:
|
| Color: | Black | Shape: | Round Bar |
|---|---|---|---|
| Application: | Industry, Casting, Metallurgy & Foundry, Steel Making And Other, Metallurgy | ||
| Highlight: | graphite rod electrodes,uhp graphite electrode |
||
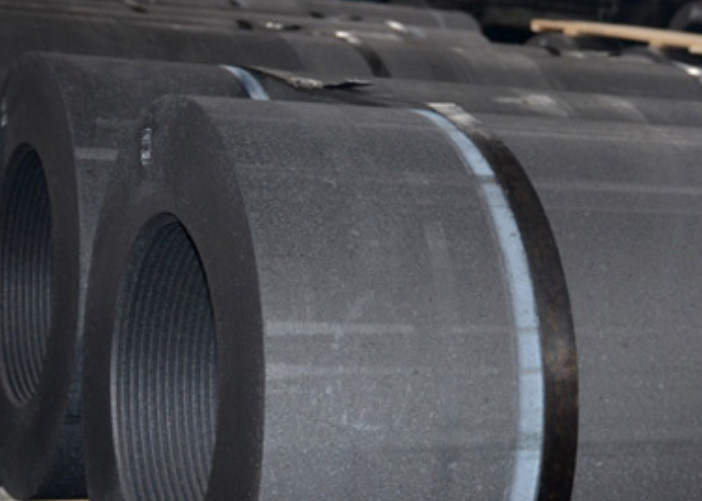
Big Diameter high power graphite electrode for arc furnaces with factory price
Product detail
The graphite electrode is mainly made of petroleum coke and needle coke, and the coal bitumen is used as a binder. It is made by calcination, compounding, kneading, pressing, roasting, graphitization and machining. It is released as an arc in electric arc furnace steelmaking. The electric energy is used as a conductor to heat and melt the charge. According to the quality index of graphite electrode, it can be divided into ordinary power (RP), high power (HP) and ultra high power (UHP).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Instructions for use:
1. Before connecting the graphite electrode, first clean the thread of the electrode. When screwing the lifting connector into the other end of the electrode, do not hit the thread. It is not recommended to directly load the connector into the electrode being used on the furnace.
2. It is absolutely not allowed to use steel wire or metal brush. The abrasive cloth cleans the thread of the graphite electrode and can only be cleaned with compressed air without oil and water.
3. Use a flexible hook with a rotatable hook and a soft support pad under the graphite electrode joint to prevent damage to the thread.
4. Before connecting the graphite electrode, the pores should be cleaned with compressed air without oil and water.
5. Use a flexible hook to lift the graphite electrode to the furnace, find the center, slowly move it down, and screw it in and tighten with a hoop.
6. Use a special caliper to tighten according to the specified torque, mechanically or hydraulically, and wind pressure equipment to the specified torque.
7. If the two graphite electrode sections are not in contact or the contact pressure is too large, it will affect the normal use. Please refer to the torque specified in the figure.
8. The electrode holder must be inside the two white warning lines. The contact surface between the holder and the graphite electrode should be cleaned frequently to maintain good contact with the electrode. The holder cooling water jacket is strictly prohibited from leaking.
9. In order to avoid the breakage of the graphite electrode, no insulating block should be placed in the furnace. The operating current of the electrode should be compatible with the allowable current of the electrode of the specification.
10. To avoid breaking the graphite electrode, place the bulk material in the lower part and the small piece in the upper part.
11. The graphite electrode is placed in the oven next to the oven for drying. The temperature does not exceed 150 degrees and does not exceed 24 hours.
12. When the graphite electrode is used, the ladle should be cut with a special tool, and should not be cut with a crane.
![]()
Contact Person: Mr. sunnese
Tel: 18811266813